网架钢结构以其跨度大、自重轻、施工快等优点,在体育场馆、展览中心、工业厂房等大空间建筑中应用广泛。其施工过程,特别是从钢铁结构体部件制造到现场安装的各个环节,都可能面临一系列技术与管理的挑战。本文将系统梳理网架钢结构施工中易出现的关键问题,并探讨相应的预防与解决策略。
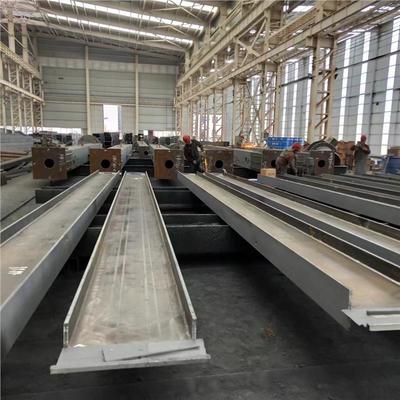
一、 部件制造阶段的核心问题
- 材料与加工缺陷:
- 原材料问题:钢板、型钢或钢管若存在夹层、化学成分不均或力学性能不达标,将直接影响构件的承载能力。
- 下料与加工精度不足:使用精度不高的设备或操作不当,导致杆件长度、坡口角度、螺栓孔位等尺寸偏差。这些“毫米级”误差在复杂的空间网格中累积,可能导致现场无法安装。
- 焊接质量隐患:焊接是制造的核心环节。易出现的问题包括:焊缝外观缺陷(咬边、焊瘤、弧坑)、内部缺陷(气孔、夹渣、未熔合、裂纹),以及焊接变形控制不当导致构件弯曲或扭曲。
- 防腐涂装不达标:除锈等级(如Sa2.5)未达到设计要求,涂层厚度不足或附着力差,会严重缩短结构在腐蚀环境下的使用寿命。
- 预拼装环节疏漏:
- 对于复杂或大型网架,出厂前的整体或局部预拼装至关重要。若省略此步骤或流于形式,难以发现并修正制造误差,将所有问题遗留至施工现场。
二、 现场安装阶段的主要问题
- 测量与定位偏差:
- 支座预埋件的位置、标高和水平度是安装的基础。若土建施工误差过大,将导致网架第一单元就位困难,甚至需要大规模扩孔或返工。
- 高空安装时,受温度、日照、风力影响,结构的实时形态与设计状态存在差异,测量校正难度大。
- 安装方案与顺序不当:
- 未根据工程特点(跨度、高度、场地条件)选择最优安装方法(高空散装法、分条分块法、整体吊装法、整体顶升法等),可能导致施工效率低下、安全风险增加或临时措施费用高昂。
- 安装顺序不合理,可能导致结构在未形成稳定体系前就承受过大荷载,产生不可恢复的变形或失稳。
- 连接节点问题:
- 螺栓连接:高强度螺栓未按规程进行初拧、终拧,扭矩值不达标;螺栓穿孔困难时强行敲击打入,损伤螺纹或改变预紧力;摩擦面处理不当,降低抗滑移系数。
- 焊接节点:现场焊接条件(尤其是高空作业)比工厂恶劣,更易产生质量缺陷;厚板焊接的层间温度控制不当,可能产生裂纹。
- 支座节点:未能实现设计预期的铰接或刚接约束,可能导致实际受力与计算模型不符。
- 施工安全与变形控制:
- 临时支撑设置不足或承载力不够,在安装过程中发生沉降或失稳。
- 拆除临时支撑的顺序(即“卸载”)是关键工序。若顺序不当,结构内力重分布可能使杆件过载或产生过大挠度。
- 施工荷载(如堆放的构件、机具、人员)超过设计允许值。
三、 管理与协同的普遍问题
- 设计与施工脱节:设计时未充分考虑制造工艺性、安装可行性和施工误差的调整空间,图纸“理论化”强而“可施工性”弱。
- 信息传递失真:从设计详图到工厂加工图,再到现场测量数据,若信息链任一环节出现错误或遗漏,都会导致产品与现场不符。
- 质量检验流于形式:缺乏对原材料、工序、成品的全过程、多层级检验,依赖最终验收,无法及时发现和纠正过程问题。
四、 应对策略与建议
- 强化源头控制:严格原材料进场复验;投资高精度加工设备与数控技术;推行焊接工艺评定与焊工持证上岗;完善工厂预拼装制度。
- 深化施工仿真与监测:利用BIM技术进行碰撞检查和安装模拟;对大型或复杂工程,实施施工全过程仿真分析,预测变形与内力;安装过程中采用全站仪、传感器等进行实时监测与反馈调整。
- 精细化施工管理:编制专项施工方案并进行专家论证;严格进行技术交底;制定科学的测量校正与卸载方案;加强高空作业与临时支撑的安全管理。
- 贯彻全过程质量管理:建立涵盖设计、制造、运输、安装的全流程质量控制体系,明确各环节责任与验收标准,实现质量可追溯。
结论:网架钢结构的成功实施,是一项系统工程,依赖于设计合理性、制造精确性、安装科学性与管理严密性的高度统一。只有正视从部件制造到现场施工各阶段可能存在的问题,并通过技术与管理手段进行前瞻性预防和过程性控制,才能确保最终建筑产品的安全、优质与高效交付。